AP1-1-INV
Development of Induction Heating Device of Aluminum Billets Using HTS magnet
*Tetsuya Ito1,2, Satoshi Fukui2, Hiroshi Kawashima1, Yasuhiro Ogata1, Takayuki Sho1, Shiro Sugimoto1, Mitsuho Furuse3, Tomonori Watanabe4, Shigeo Nagaya4, Jun Ogawa2, Yuki Morishita5, Takashi Nagaoka5, Nobuyuki Fuyama5, Norio Nawachi5
- Teral Inc. Japan1
- Niigata University Japan2
- National Institute of Advanced Industrial Science and Technology Japan3
- Chubu Electric Power Co., Inc. Japan4
- Hiroshima Prefectural Technology Research Institute Japan5
In various industrial productions such as building materials and automotive parts, the aluminum hot extrusion processes are commonly used. Since the energy efficiency of conventional high frequency AC induction heating of aluminum billets using water-cooled Cu coils is generally low [1], there is a strong demand to develop highly efficient and fast heating methods of aluminum billets in the aluminum industry. In [2] and [3], as an alternative of the AC induction heating, the induction heating by rotating the aluminum billet in strong DC magnetic field called DC induction heating has been proposed and its high efficiency has also been demonstrated. The DC induction heating using HTS coils is a promising solution for the heating method in the aluminum extrusion processes, since this method has the large heating capacity with higher energy efficiency and faster heating compared to the conventional induction heating method.
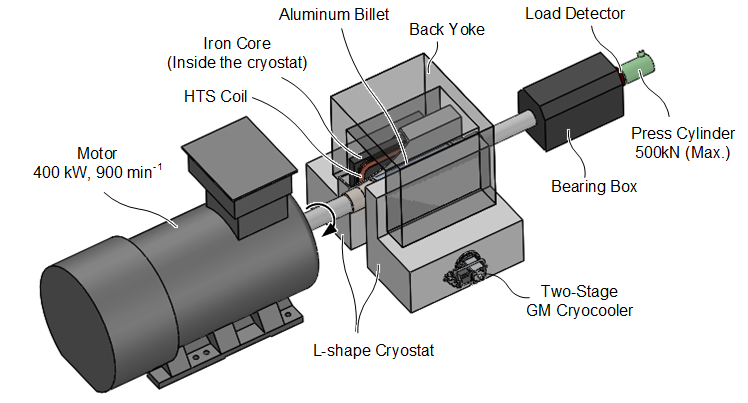
We have been developing an aluminum billet heater using a HTS magnet for the extrusion processes. The required performance of the aluminum billet heating device corresponding to our user's requirement is to heat a 6 inch x 500 mm aluminum billet from 20 degrees Celsius to 500 degrees Celsius within 60 seconds, so that, the maximum heating capacity is 400 kW. By FEM analysis, it is also determined that the necessary magnitude of magnetic field intensity in the heating region is 1 T to obtain the heating capacity of 400 kW. The schematic overview of our billet heater is shown in Fig. 1. The R&D has been being conducted in following three steps.
(1) Development of HTS magnet : For the purpose of reduction of necessary amount of HTS tapes, we chose the HTS magnet with iron cores, since the necessary magnetic field is about 1 T around the aluminum billet. Two sets of the rectangle HTS coil wound directly on the convex shape iron core are placed facing each other through the air gap. Each of them is individually installed in the different cryostat. The HTS coil is directly refrigerated by a GM cryocooler together with the iron core. The back yoke is arranged outside of the cryostats of the HTS coils to form the magnetic path. In this arrangement, since the iron cores (integrated with the HTS coils) in the cryostats are divided from the back yoke, the electromagnetic force interaction between them should be carefully examined. According to the numerical electromagnetic analysis, it was found that the direction of the electromagnetic force acting on the iron core and the HTS coil was opposite to each other. Therefore, we tried to suppress the total electromagnetic forces by adjusting the dimensions and arrangement of each part. The detailed dimensions and arrangement were determined to reduce the total electromagnetic force lower than 10 kN. Based on the obtained design, the HTS magnet was fabricated. The cool-down and the excitation tests for the developed HTS magnet have been successfully finished. It was confirmed that the agreement of the measured magnetic field generated by the HTS magnet in the region for aluminum heating with the design value was sufficient. The behavior of the electromagnetic force acting on the iron core part inside the cryostat was measured by using the strain gauge. It was confirmed that the cancelation of the electromagnetic forces acting on the HTS coil and the iron core was similar to FEM analysis result.
(2) Development of mechanism for grasping and rotating aluminum billet : In our billet heater, the maximum heating capacity is 400 kW at 900 min-1, therefore the necessary transmit torque to the billet is about 4.2 kN∙m. To transmit this large torque, the grasping system needs to press an aluminum billet with a force of hundreds of kN. Since the mechanical hardness of aluminum strongly affects the grasping property, we measured the temperature dependence of mechanical properties of aluminum. According to this measurement result, the grasping force control system was developed. It was confirmed that the developed grasping control system worked well.
(3) Demonstration of billet heating : The heating test has conducted to confirm heating up an aluminum billet to about 500 degrees Celsius and to evaluate the influence of heat conduction and radiation from the heated billet to the HTS coil and the grasping mechanism by using small motor. It is confirmed that the grasping and rotating system has not affected by the heated billet. Currently, we are assembling the test apparatus for the aluminum billet heating demonstration with 400 kW heating capacities.
In the presentation, the detail of the design and fabrication of our test apparatus is summarized and the R & D status are reported.
Fig. 1. Schematic diagram of the aluminum billet heater under developing.
[1] P. G. Simpson, INDUCTION HEATING – Coil and System Design -, McGraw-Hill, 1960.
[2] M. Fabbri, M. Forzan, S. Lupi, A. Morandi, and P. L. Ribani, “Experimental and Numerical Analysis of DC Induction Heating of Aluminum Billets,” IEEE Trans. Magn., vol. 45, no. 1, pp. 192-200, Jan. 2009.
[3] R. Araneo, F. Dughiero, M. Fabbri, M. Forzan, A. Geri, A. Morandi, S. L. Lupi, P. L. Ribani, and G. Veca, “Electromagnetic and thermal analysis of the induction heating of aluminum billets rotating in DC magnetic field,” COMPEL Int. J. Comput. Math. Electr. Electron. Eng., vol. 27, no. 2, pp. 467-479, 2008.
Keywords: HTS Magnet, DC Induction Heating, Aluminum Billet Heater